网站首页
陶·趣事
陶·科技
陶·奇迹
陶·臻品
关于
关于我们
广告投放
19-02-21
有人竟愿意花钱请人来痛扁自己
19-02-21
超现实画作:比相机拍摄更真实的纽约地铁
更多
陶瓷3D打印技术发展现状及水平分析之——陶瓷3D打印成型工艺分析(陶瓷厂喷墨技术员是做什么)陶瓷喷墨技术,
147小编
陶·趣事
2023-05-10 15:03:27
打赏
支付宝扫一扫
微信扫一扫
上一篇
宁夏职业技术学院启动学雷锋志愿服务月主题活动(景德镇陶瓷技术职业学院怎么样)景德镇陶瓷技术学院,
下一篇
实现心脏模型3D打印有形又有“魂”,清华团队研发逐级悬浮打印技术,为复杂器官的体外打印提供新思路(陶瓷不粘锅是真的吗还是假的)陶瓷岩悬浮技术,
猜你喜欢
德化陶瓷:一项工艺带动一个产业 一个产业养育一座城(德化陶瓷职业技术学院是大专吗)德化陶瓷职业技术学校,
江西陶瓷工艺美院学生健步走倡导文明服务(江西陶瓷工艺美术职业技术学院简介)江西陶瓷工艺美术职业技术学院●健身房,
中科院重庆研究院团队研发出新款泡沫陶瓷(陶瓷悬浮剂助剂和配方)陶瓷岩悬浮技术,
朔州陶瓷职业技术学院·怀仁十一中研学活动陶瓷大师李石志现场教学
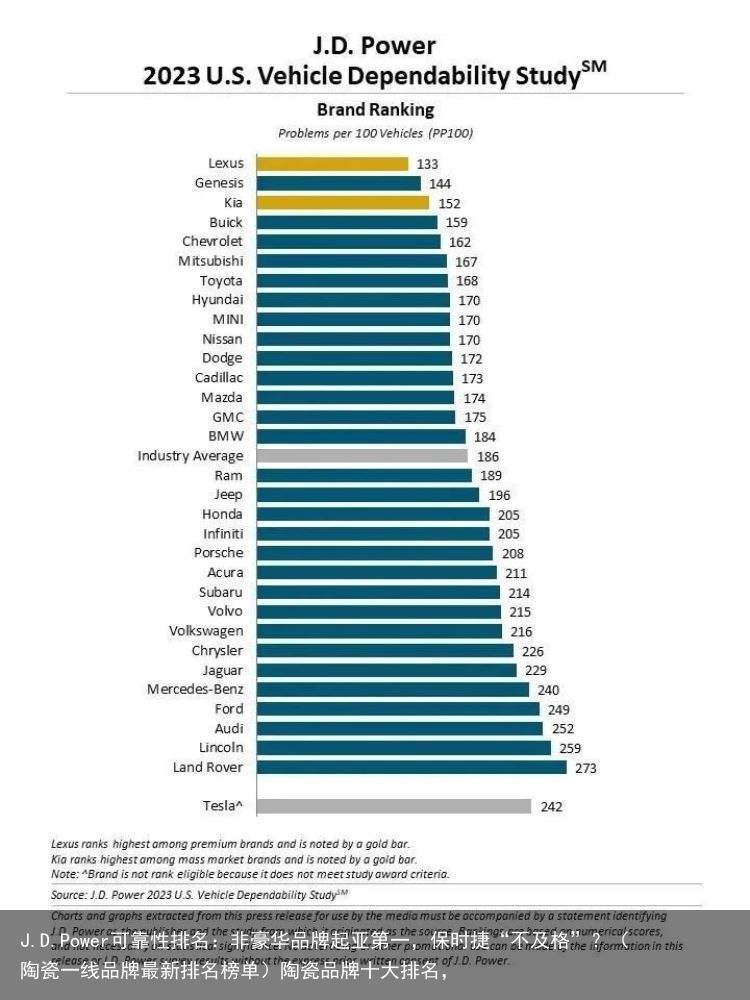
J.D.Power可靠性排名:非豪华品牌起亚第一,保时捷“不及格”?(陶瓷一线品牌最新排名榜单)陶瓷品牌十大排名,
江西建设职业技术学院赴九江职业技术学院学习交流(江西陶瓷工艺美术职业技术学院录取通知书)江西陶瓷工艺美术职业技术学院●分数,
随便看看
2023-10-11
世界主要国家工程科技重大计划与前沿问题(低温共烧陶瓷技术的特点及应用论文)低温共烧陶瓷技术,
顺络电子:西部利得基金、东方证券自营等20家机构于6月15日调研我司(低温共烧陶瓷技术特点)低温共烧陶瓷技术,
2023-04-20
金繕修补工艺重塑淄博陶瓷经济总量创新能(陶瓷修复的基本流程)修补陶瓷技术,
2023-06-24
球磨机厂家为你介绍球磨机类型及选型技巧(陶瓷球磨机用途大全)陶瓷球磨机技术参数,
2023-04-25
热门文章
2023-12-28
降少升多!景德镇陶瓷大学公布2023年艺术类专业录取线(江西陶瓷工艺美术职业技术学院美术专业)江西陶瓷工艺美术职业技术学院●分数,
2023-02-14
想人事陶瓷专业如何选择高校(有陶瓷技术学习的专业学院推荐)
2023-04-04
生产技术|陶瓷烧成工艺制度与窑炉(日用陶瓷窑炉烧成)陶瓷窑炉烧成技术,
热门标签
微距摄影
摄影创意
咖啡店
皮卡丘
水果盘
美食
食物画
国家
国旗
水果
话剧
古镇
湖泊
树木
摄影大赛
沙滩
瀑布
公园
美景
海滩
拍摄
灯具
充电器
充电
矿泉水瓶
矿泉水
智能手环
情侣
自行车
空气净化
智能家居
智能
家居
武汉
凤凰塔
遛狗
绳子
穿戴设备
腕表
概念设计
概念手表
手表
野生动物
动物
小镇
地下城
童话
酒店
建筑
垃圾桶
关注我们 么么哒!
自媒体新浪微博
新浪微博
自媒体腾讯微博
腾讯微博
1234567890
QQ号
admin@youweb.com
邮箱
某某博客
微信公众号
关注我们的公众号
 支付宝扫一扫
支付宝扫一扫 微信扫一扫
微信扫一扫