陶瓷3D打印技术(一)(陶瓷3d打印技术的优缺点)陶瓷打印技术,
在金属3D打印在近期不断传来各种捷报的同时,陶瓷3D打印的讨论也变得更加热烈。
靖哥与陶瓷3D打印领域专家宋轩教授约稿,并将宋教授整理的资料发布出来,以飨读者。
宋教授——宋轩,美国南加州大学博士,爱荷华大学助理教授,主要研究领域为陶瓷光固化成型、新型增材制造工艺开发等,也是国内著名DLP打印公司Sprintray的共同创办人。
陶瓷材料作为三大基本材料之一,以优良的理化特性在工业界被广泛应用。但因传统陶瓷制备工艺的限制,工业中使用的陶瓷制品往往只具备简单的三维形状。三维打印工艺的发展让复杂的陶瓷产品成为可能。目前来看,已经被成功应用于陶瓷材料的三维打印的工艺包括喷嘴挤压成型,立体光刻成型(面曝光和激光),粘合剂喷射成型,选择性激光烧结或熔融成型,浆料层铸成型(slurry-layer casting)等。
以上所列这些工艺与传统的3D打印工艺并无大的不同,主要的区别在于用于陶瓷打印时,这些工艺采用的原材料为陶瓷粉末或陶瓷浆料,其中陶瓷浆料因为其优良的成型特性而应用更为广泛。下面我们对这些工艺逐一分析,为读者选择合适的陶瓷打印工艺提供参考。
喷嘴挤压成型
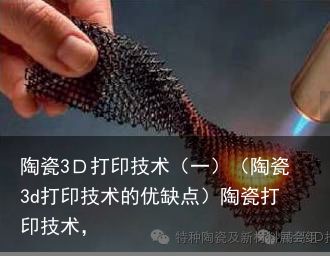
喷嘴挤压成型与塑料3D打印的熔融沉积成型技术(FDM)类似。该技术采用混有陶瓷粉末的喷丝(filament)作为原材料,使用100摄氏度以上的温度将喷丝中的高分子材料融化后挤出喷嘴,挤出后的陶瓷高分子复合材料因为温差而凝固。
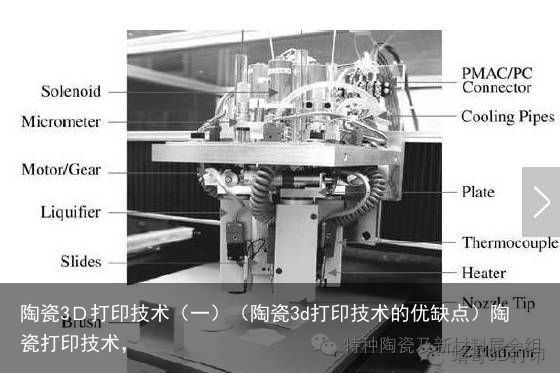
图 1. 热熔沉积式陶瓷打印机 (美国罗格斯大学开发)
除此之外,也有部分工艺采用高粘度的陶瓷浆料作为原材料,直接通过喷嘴挤出后在空气中干燥固化。这种陶瓷浆料的主要成分是陶瓷粉末和粘合剂,其中粘合剂在成型过程中起到粘合陶瓷粉末的作用。无论是陶瓷喷丝还是陶瓷浆料作为原材料,这种工艺得到的三维模型都需要进一步进行热处理,即脱脂和烧结。脱脂和烧结也是传统陶瓷加工工艺中使用的致密化陶瓷产品的手段。目前来看,面向陶瓷的喷嘴挤压成型工艺受限于相对粗糙的加工精度,还主要集中于实验室研究,成熟的基于该工艺的3D打印机还未出现。
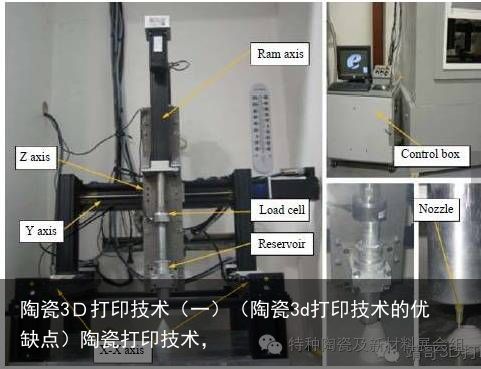 图 2. 冷凝挤压式陶瓷打印机(美国密苏里科技大学开发)
图 2. 冷凝挤压式陶瓷打印机(美国密苏里科技大学开发)
立体光刻成型
立体光刻成型是目前市场上陶瓷打印的主要技术,也是商业化相对成功的技术。该技术采用一种由陶瓷粉末、光引发剂、分散剂等混合而成的光固化胶,工艺本身与目前市场上的DLP和SLA打印机并无大的区别。有的产品(如Lithoz)会因为光固化胶的高粘度而使用特殊的刮刀涂抹手段来加快成型过程中的材料填充,但归根结底其本质与普通树脂成型并无大的区别。与喷嘴挤压出的毛坯件一样,立体光刻工艺制造出的3D模型也需要在高温炉中进行脱脂和烧结。根据有关公司的产品介绍,使用该工艺制造出的陶瓷制品(例如氧化铝、氧化锆、磷酸钙等)密度可高达99%以上。
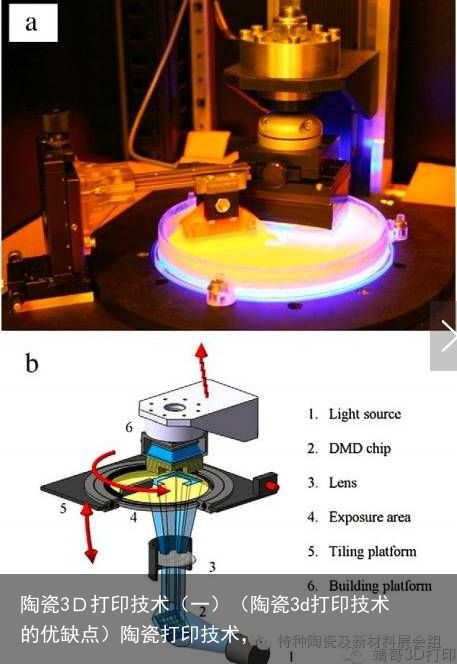 图 3. Lithoz陶瓷打印机
图 3. Lithoz陶瓷打印机
与此同时,最近一两年,研究人员在光固化陶瓷前驱体材料上取得的技术突破(详情可见科学杂志2016年1月1日相关报道),让立体光刻成型技术在陶瓷打印中的地位更加稳固。陶瓷前驱体是一种在高温下热分解产生陶瓷材料的高分子化合物,它是用于制造碳化硅、碳氧化硅等高温陶瓷的传统手段。具有光敏感性的陶瓷前驱体材料的诞生极大地降低了高温陶瓷的3D打印成本,具有很广泛的应用前景。然后,由立体光刻技术做成的毛坯件中含有大量的有机物,这使得经过脱脂和烧结之后产生的成品往往会相对于初始设计尺寸拥有30%左右的收缩量。这也限制了该技术在陶瓷生产中的使用。



 支付宝扫一扫
支付宝扫一扫 微信扫一扫
微信扫一扫