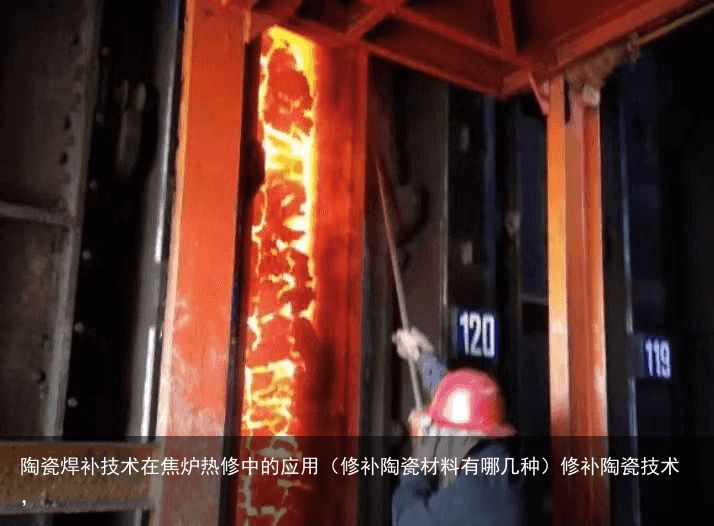
陶瓷焊补技术在焦炉热修中的应用(修补陶瓷材料有哪几种)修补陶瓷技术,

利用陶瓷焊补技术修补炭化室炉墙的原理、特点和焊补料特性, 以及焊补作业的前期准备、操作过程、热工制度等。工程实践表明, 焊补后的炭化室炉墙表面平整、光滑, 挂料情况良好, 炉墙严密性和炉体状况得到有效改善, 炉墙使用周期得到延长。
长期以来焦炉受出焦过程中急冷急热温度冲击和推焦时焦炭的摩擦和挤压影响, 炉头墙面出现不同程度的剥蚀, 部分炭化室墙面破损日趋严重、石墨沉积、炉头硅砖碎裂脱落、个别部位剥蚀深度超过炉墙厚度的1/3;且存在深火道穿孔熔洞现象, 致使焦炉燃烧室加热异常, 荒煤气窜漏现象严重, 造成废气排放超标, 同时易引发困难推焦, 给生产带来负面影响。针对焦炉炭化室的损坏情况, 采用陶瓷焊补技术对受损炉墙进行在线热态修补施工。
1 陶瓷焊补技术的原理及特点
焦炉陶瓷焊补技术是20世纪70年代发展起来的焦炉热修补技术,该技术具有焊补料性能好、焊补体寿命长、设备安全性能好及对炉墙没有损害等特点。陶瓷焊补是一种干法热喷补技术 , 其利用配合在耐火粉料中的硅粉或铝粉的燃烧热, 将部分耐火粉料烧熔, 其烧熔部分 (细粉) 把未烧熔部分 (颗粒) 粘结在一起形成焊补层。其焊补过程是利用氧气作为焊料的输送介质和硅粉、铝粉的阻燃剂, 通过特制的喷枪将焊料喷出, 焊料中的硅粉、铝粉在高温空间与赤热的待修墙面上燃烧, 待修砖的表面被加热至软化熔融, 部分焊料也被烧熔, 熔融状态的砖表面与熔化的焊料紧密地结合在一起, 砌体的损伤部位便被修复。
由于修补时采用堆焊形式, 故对砌体上出现的剥蚀、掉角、裂缝、熔洞、凹面或其他缺陷都能进行修补。在炽热的炭化室内, 硅粉和铝粉同时燃烧产生的热可形成2 200 ℃的高温, 使硅砖与焊料熔融结合, 这种氧化反应既为焊补提供了热源, 又生成了与硅砖材质相同的产物:SiO2和Al2O3。焊补过程是放热过程, 反应式如下:
Si+O2=SiO2+910kJ/mol
4Al+3O2=2Al2O3+1675 kJ/mol
陶瓷焊补是化学、物理性能相匹配材料熔融的结果。一般焊料的堆积层厚度2~30 cm, 用以修补损坏的区域或对损坏区域形成保护层。在焊补层冷却到墙面操作温度时, 大部分形成方石英和鳞石英, 理化性质与硅砖接近, 耐磨性高且挂料时间长。
陶瓷焊补的最大特点是高温操作, 避免了大幅度降温、升温对炉体的损坏, 在很短的时间内就能恢复生产。陶瓷焊补又是干法喷补, 避免了湿法或半干法喷补对炉体产生的负面影响。陶瓷焊补可用于修补熔洞、穿通、裂缝、裂纹、麻面、炉头坍塌、炉框不严等。对于熔洞、穿通面积较大的部位, 也可用先更换或放置零膨胀砖再焊补的工艺处理。
2 陶瓷焊补技术的工程实践
焦炉炭化室受损严重的墙面实施在线热修补。焊补作业顺序为:推焦→置空炉烧石墨→开炉门贴耐火纤维毯→清理石墨→焊补作业→收尾整理。
2.1 作业前准备
陶瓷焊补前, 观察炉墙破损面情况, 用振动锤对将要焊补处进行清理, 将碎硅砖、抹补料、石墨等大块附着物清除干净;用风锤清除待焊补部位的积炭、灰渣、墙砖变质脆弱层。使破损表面形成分布均匀、高低平整的麻面, 以提高焊补料的粘接强度。
压缩空气接入陶瓷焊机, 陶瓷焊机出料口接至焊枪入料口, 5瓶氧气全部并联接入焊枪, 用压缩空气吹扫待修部位, 然后点燃焊枪预热待修部位及相邻砖面, 达到硅砖熔点温度。
2.2 焊补作业
利用支撑架将焊枪安装在合适位置上, 用红外测温仪测定炉墙温度高于700 ℃。陶瓷焊补时, 先打开陶瓷焊补机上氧气阀门, 用氧气吹扫将要修补的炉墙, 然后开始进行焊补作业;焊枪出口距炉墙保持100~150 mm工作距离, 在维修区域内往复移动, 完成一处, 往外移一处, 使熔融焊料均匀挂结在炉墙砖面上。焊补过程中要根据炉墙面积大小通过圆盘调节给料量, 并时刻注意焊料表面平整, 焊补表面光滑平整, 焊料结合牢固, 则焊补效果良好。
2.3 后续工作
焊补结束后, 首先要认真清扫炉底, 将焊补后留下的渣滓清扫干净, 将挂在炉门框上的硅酸铝纤维毡取下, 关闭炉门进行升温。当温度达到1 200 ℃左右时, 开始正常装煤组织生产。
3 维修效果
陶瓷焊补技术的优势得到充分体现。长期制约焦炉生产的炉墙串漏问题得到改善, 解决了炉墙串漏带来的环保问题, 同时大幅度减轻了焦炉日常维护的工作量, 焊补后的炉墙耐磨性高, 延长了炉体使用寿命。
通过对焦炉损坏区域的陶瓷焊补施工, 从维修前后对比结果来看, 修复后的炉头墙面光滑平整墙面平整, 无明显凹凸及裂纹产生, 推焦顺畅;从看火孔观察, 无明显串漏、冒火或可视性烟尘产生。从现场反馈, 陶瓷焊补维修过的炭化室在装完煤后基本没有冒烟现象, 减少了烟尘在空气中的排放, 对环保起到了非常积极的作用。通过焦炉陶瓷焊补在线热修, 不但减少了焦炉日常维护的工作量, 提高生产效率, 降低维护成本;同时也减少了因经常性维修对炉墙造成的二次损害, 大幅度延长了焦炉的使用寿命。
4 运行效果评价
根据采用陶瓷焊补技术对焦炉炉墙的维修试验和试验数据分析, 一孔炭化室经焊补后炉墙表面完整性可维持3~4年。常规性炉墙热修技术平均用时3 h, 且一般仅能够维持1年。
5 结语
采用陶瓷焊补技术后, 焦炉炉体维护工作效果明显, 维修时间短、焊补料挂接效果好、使用时间长, 大幅减轻了热修人员的劳动强度。焦炉应用此技术后, 在环保和焦炉长寿方面取得了显著效果, 同时企业也获得了显著的经济效益和社会效益。
参考文献
[1]张军, 闫小平, 李志谦, 等.火焰焊补技术在焦炉维护中的应用].煤气与动力, 2001
[2]李钰梅, 何志旺.焦炉热修技术的应用与探讨].江西建材, 2014
[3]甘菲芳.硅质陶瓷焊补材料的研究与应用].耐火材料, 2013
[4]闫美丽.陶瓷焊补技术在炭化室修补中的应用.山东冶金, 2017
 精彩推荐,点击进入 !
精彩推荐,点击进入 !
◆权色仕途:走近女领导
◆从乡镇到省委的官场笔记,读懂受益无穷!
☞本文适用本平台“广告免责”请回复“广告免责”查询▼点击“阅读原文”进入“小说频道"
 支付宝扫一扫
支付宝扫一扫 微信扫一扫
微信扫一扫